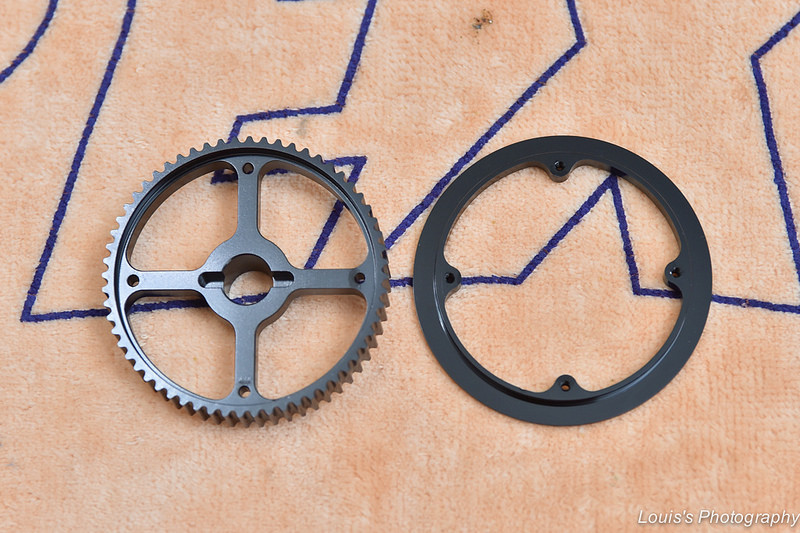
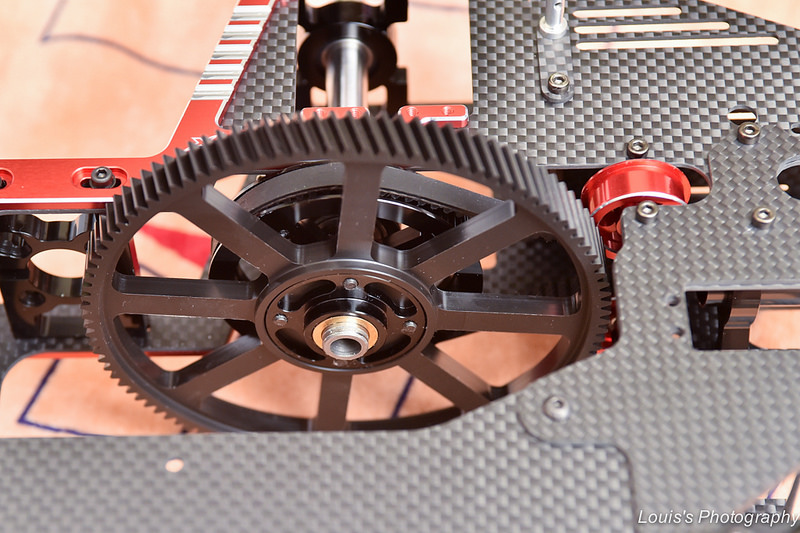
首先是尾驱主齿组立。XL520的尾驱主齿在套件裡已是金属件,这相当贴心。而在尾驱主齿的上下方各要锁上防脱勾挡片,也都是金属件。下方照片是尾驱主齿上方,主要差别是尾驱主齿下方有用来固定主轴固定插削的沟槽,而防脱勾挡片用在上方的则是螺丝孔较大,但没有车螺牙。
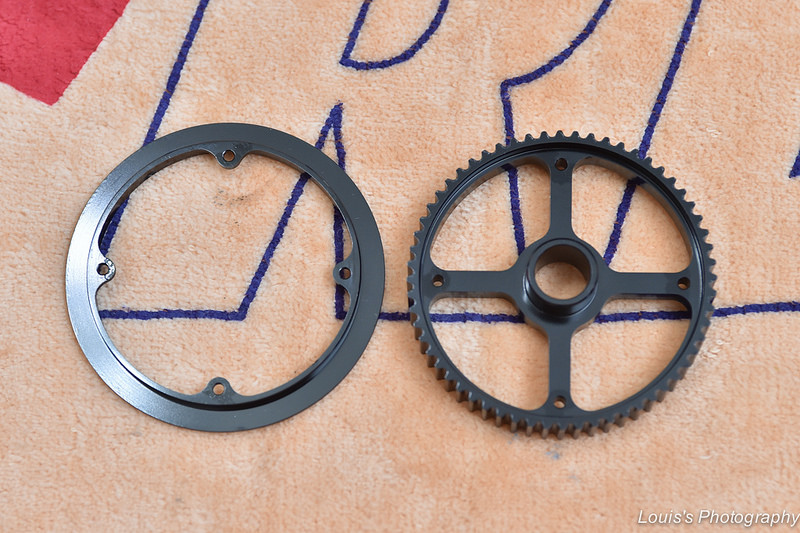
这是尾驱主齿下方,可明显看到用来固定主轴固定插削的沟槽,而防脱勾挡片用在下方的则有车螺牙。
建议先在下防脱勾挡片的螺牙点上螺丝胶,再叠上上方防脱勾挡片后一一锁上螺丝。记得採对角交叉方式慢慢锁紧,螺丝到底再加一点点力道即可,接著把下防脱勾挡片下方四个螺丝孔的溢胶擦乾淨才美观。

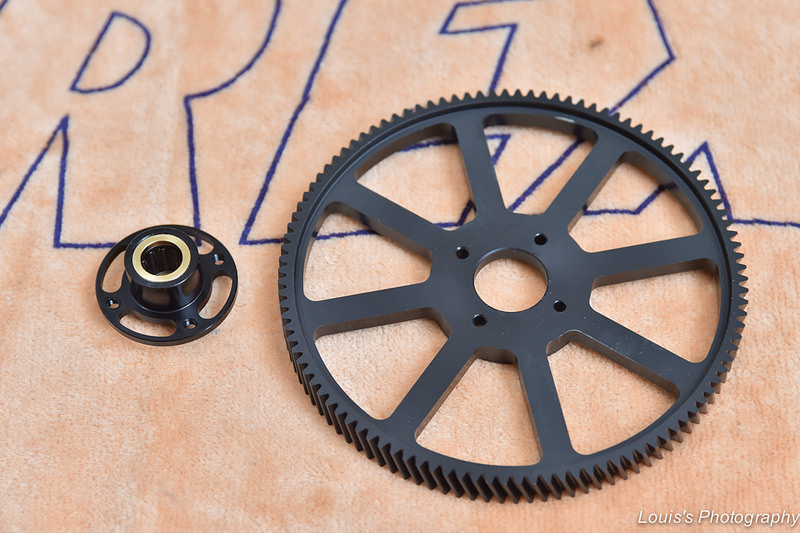
主齿组装
套件中锁定单向轴承座的四颗半圆头芳生12.9螺丝是假组状态,所以要拆下再重新上胶固定。
建议先在单向轴承座的螺牙孔位先点上螺丝胶,螺丝跟金属製的单向轴向座螺牙孔的密合度很高,所以螺丝锁到定位后再加上一点点力道即可,最后把下方四个螺孔的螺丝溢胶擦乾。

而单向轴承裡,原厂套件是已上了润滑油。不过,个人是再补上一点。

主轴安装
先把主轴安装要用到的零件按照组装顺序排好,先行试组再上机。
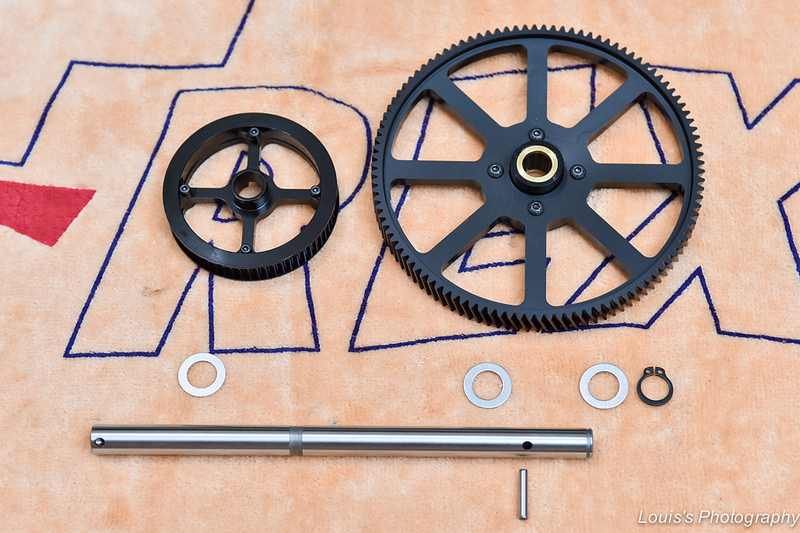
好,先来假组试顺序,主轴由上而下穿过第二主轴固定座后,先垫上10x16x0.2mm垫片,再装上尾驱主齿。

3x17mm的插削穿过主轴后,置入尾驱主齿的固定沟槽,这样才能锁定尾驱主齿的相位,进而传动皮带。

再垫上10x16x0.5mm垫片

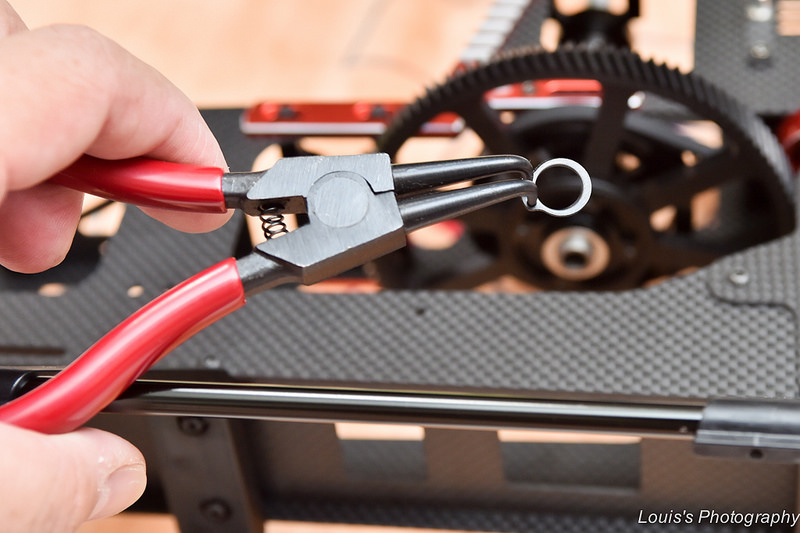
接著再装上主齿盘后再垫一片10x16x0.5mm垫片后,最后用C型扣扣上固定。

正式组装时就按照假组方式来组,在主轴由上而下穿过第二主轴固定座后垫上10x16x0.2mm垫片后再装上尾驱主齿。
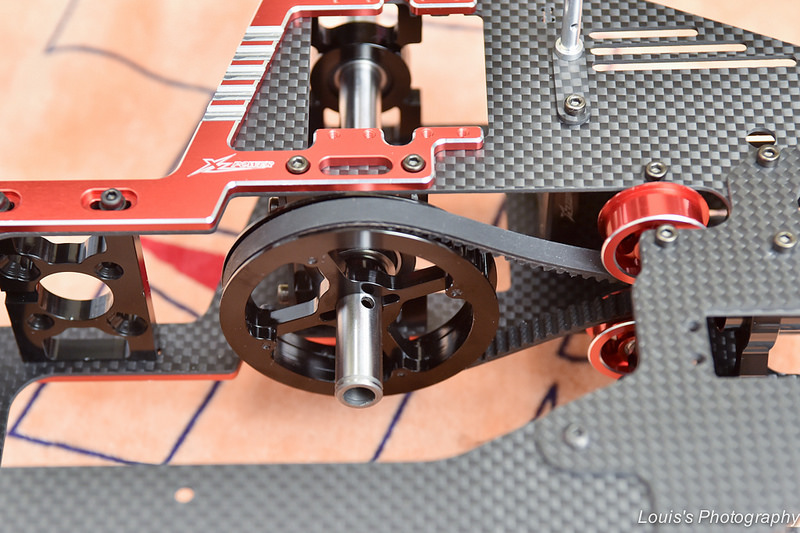
接著把3x17mm固定插削穿过主轴固定孔后,再把插削置入尾驱主齿下方固定凹槽,用以锁定尾驱主齿跟主轴的相位。这时可以把主轴上提直到尾驱主齿上方垫片紧靠第二主轴固定座下方。
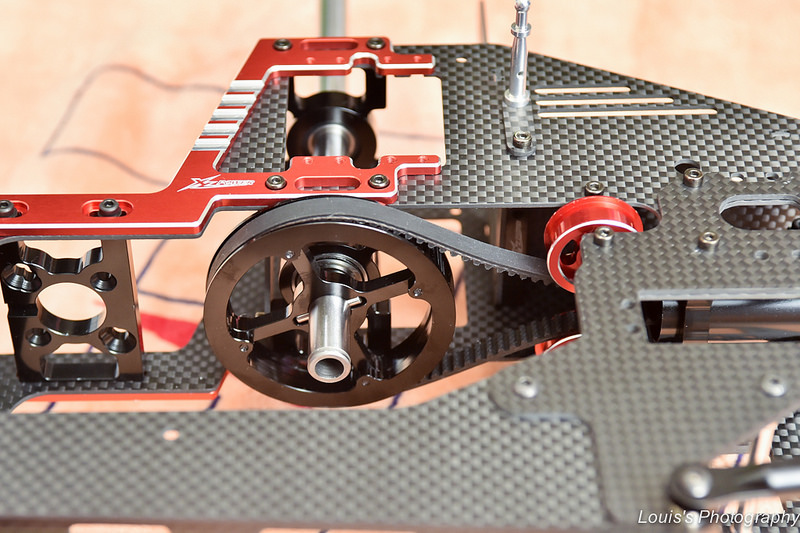
接著按照说明书再垫上10x16x0.5mm。不过在第一次组装时发现,因为主轴上提至定位没有虚位后,在主轴上紧靠著第一主轴固定座锁上主轴固定环后,虽然主轴没有上下移动的虚位,但在3x17mm固定插削到C型扣之间按说明书组好后,主齿盘仍有上下0.7mm可移动的间隙。
所以在这3x17mm固定插削后,原本只垫一片10x16x0.5mm垫片,在这裡再加垫10x16x0.2mm及10x16x0.5mm各一片。也就是一共三片垫片后再装上主齿盘,这样最后组好时,主齿盘就不会有上下间隙可移动。
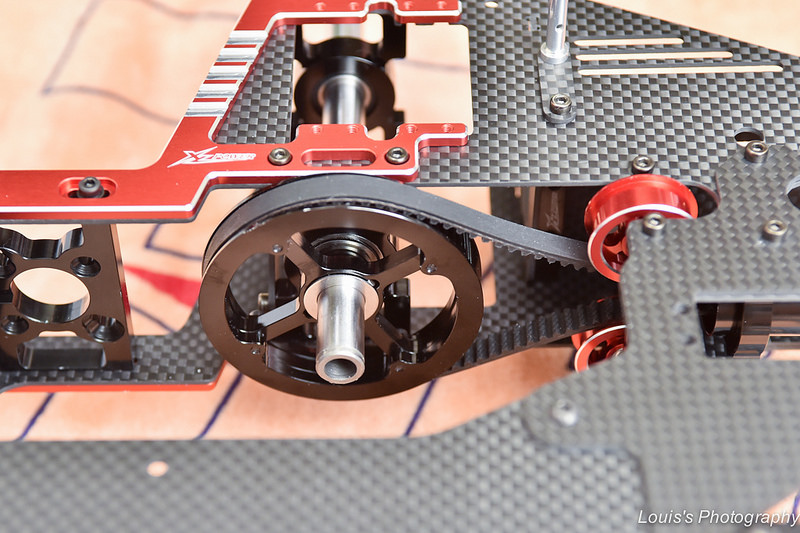
这是第一次组装时拍的照片,在装上主齿盘再垫上一片10x16x0.5mm后跟下方要扣C型扣的固定沟槽还有一段距离,所以在主齿盘上方加垫0.7mm厚的垫片后,在这裡的10x16x0.5mm垫片底部应会刚好切齐C型扣固定沟槽。
最后再扣上C型扣固定。
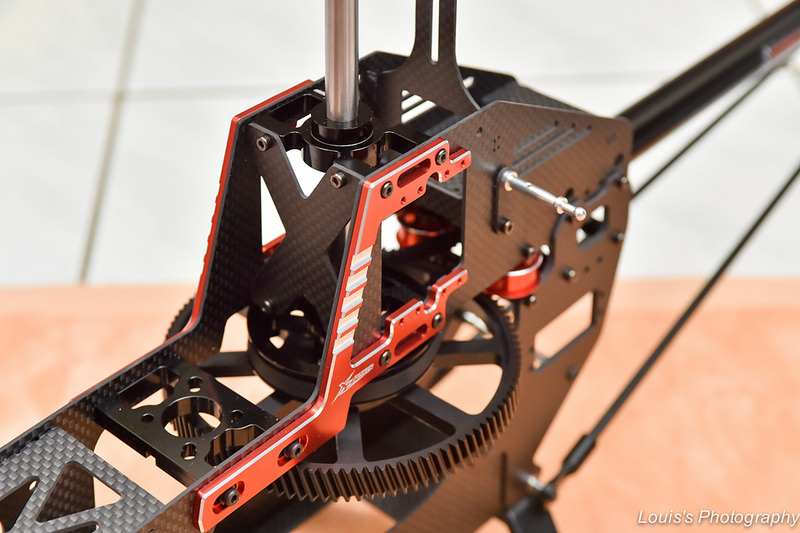
这时把主轴上提后,主齿盘应没有上下间隙可移动。

接著安装主轴固定环,而二颗M3止附螺丝这时先不要上R48 ,等确定主齿盘没有上下虚位再上R48固定。

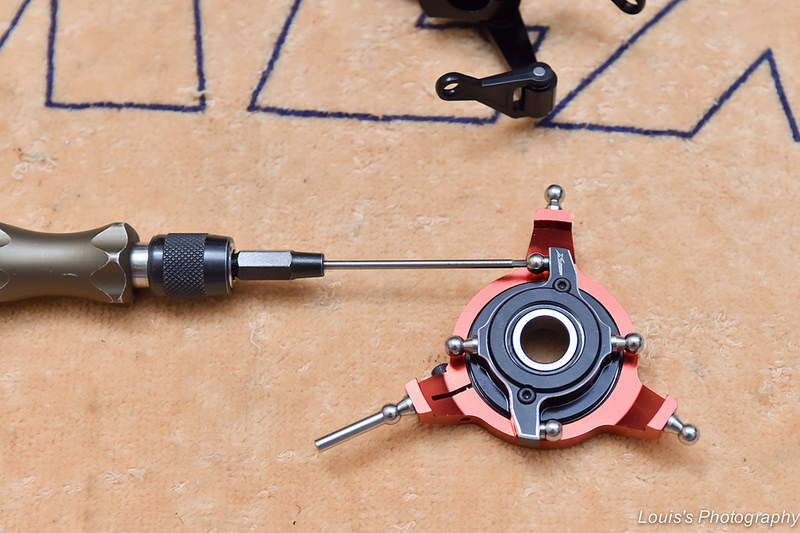
十字盘上胶组装
十字盘下方二个固定螺丝,以及在十字盘导杆座侧边的培林迫紧螺丝,原厂出来是都有上胶,不过我还是把它拆开重新上胶。
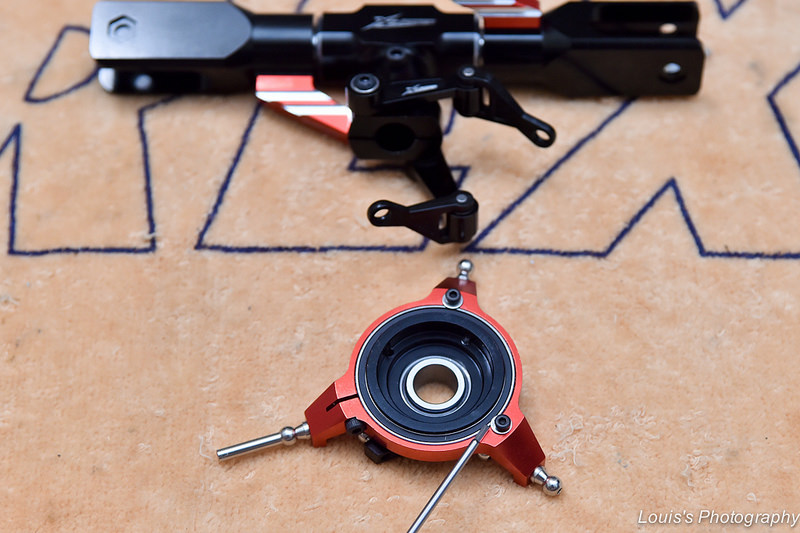
不过,十字盘上方的CCPM球头以及Pitch拉杆球头则是假组状态,须必要一一拆下重新上胶。
CCPM舵机假组试装
首先在舵机的讯号线上标明编号位置,这次使用的是 VBar NEO陀螺仪,所以在讯号线的杜邦接头写上1、2、3的数字。

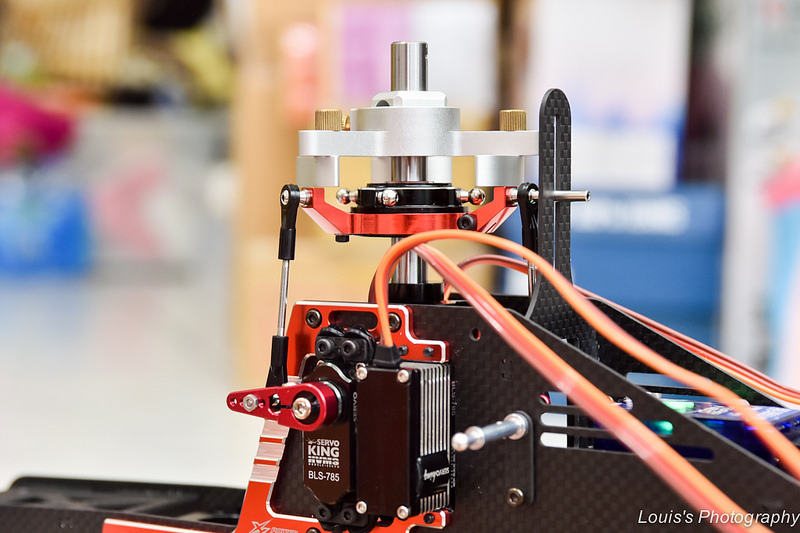
这次搭配的CCPM舵机是ServoKing 最新力作,BLS785高压无刷舵机。在BEC 8.4V供电下,提供高达20.6kg-cm的大扭力,用来制动520mm的桨是游刃有馀。它的规格如下,
扭力:
8.6kg-cm@4.8V
10.2kg-cm@6V
15.7kg-cm@7.4V
20.6kg-cm@8.4V
速度
0.065(sec/60度)@8.4V
0.072(sec/60度)@7.4V
0.08(sec/60度)@6V
0.09(sec/60度)@4.8V
中立点及工作频率
1500us/333Hz
而舵臂则使用ServoKing 无段式可调整舵臂。

三颗舵机不上胶,先以假组方式组装。而舵臂则选用内第二孔位18mm。因为手册建议使用16mm孔位,而ServoKing其内第一孔是15mm,内二孔为18mm,所以选择内二孔18mm试组装。就以舵臂旋转的平面来看,18mm的臂长在中立点时,CCPM拉杆为略为外偏而没有完全垂直。而这样的方式有二种不同看法,一是舵臂在上下转动时的线性度会更好;另一看法是在中立点因略为外偏而可能使中立点附近的解析度较差。不过,此次试组,先用18mm臂长来试机。
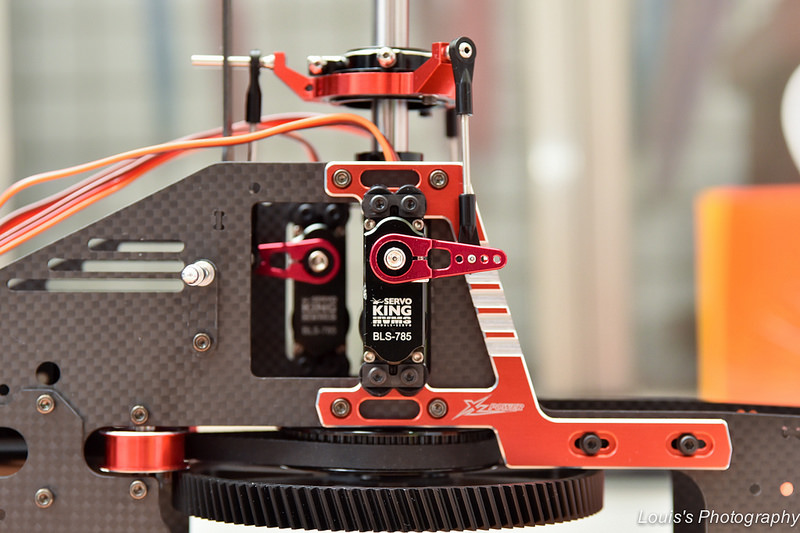
而从机身正前方正视看过去,二支CCPM拉杆是略为外八。受限于舵机上盖高度,以及舵臂的形式。这距离是拉杆最靠近垂直的方式,不过不同家舵臂其拉杆垂直度也应不同,大家再依搭配的舵机来调整。
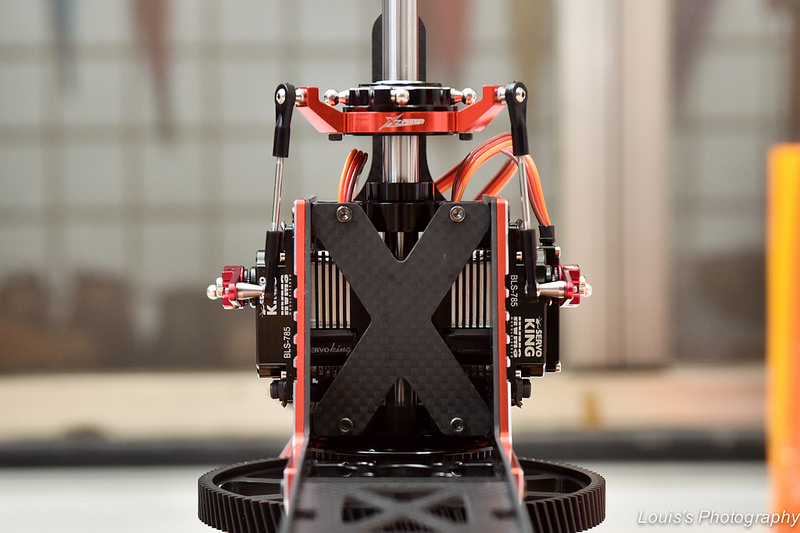
从正上方视角,可以看到舵臂组装的方式是把无段调整舵臂反过来装,这样又可以再争取一点距离,让拉杆更接近垂直。同时舵臂也在合理的行程内先慢慢试转,看舵臂的长度是否会有机械干涉,是否有必要要裁切舵臂。
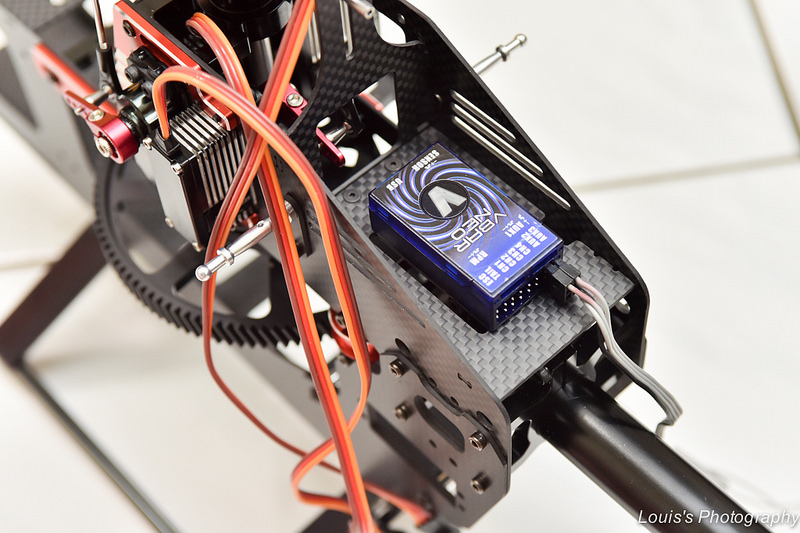
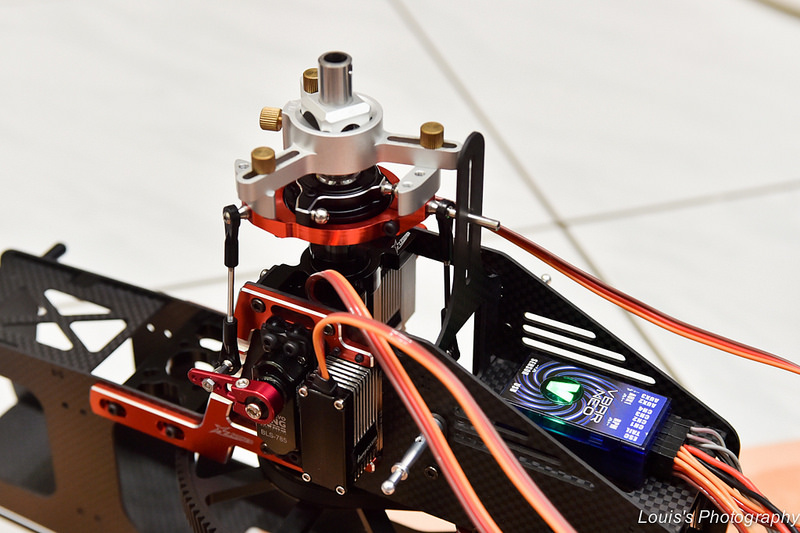
假组完都没问题后,就把这次搭配的陀螺仪VBar NEO安放在机尾的陀螺仪固定座,而在安放前大致上已先想好未来走线的方式。
CCPM舵机安装及舵臂中立点调整前准备
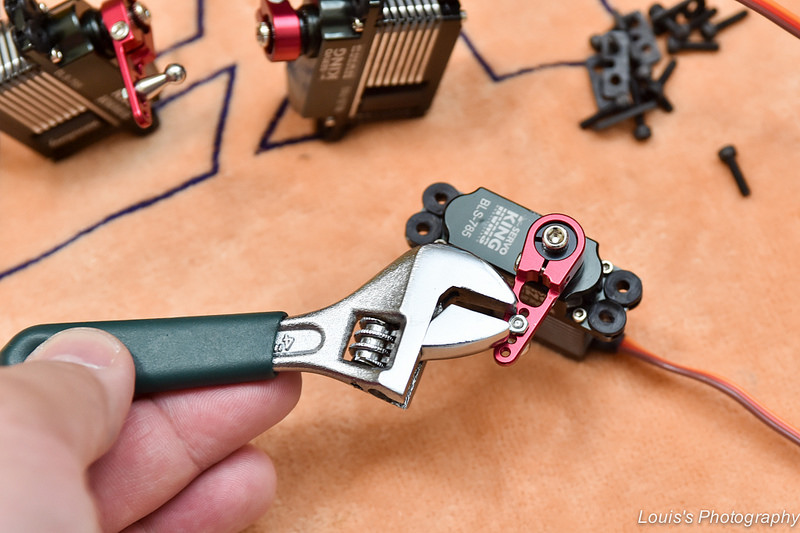
正式上机前先把无段舵臂的基座(黑色),先上胶锁在舵机输出齿上,接著球头上胶锁上舵臂及固定螺母。不过,无段舵臂的固定螺丝先不上胶,因为等下要调整中立点。
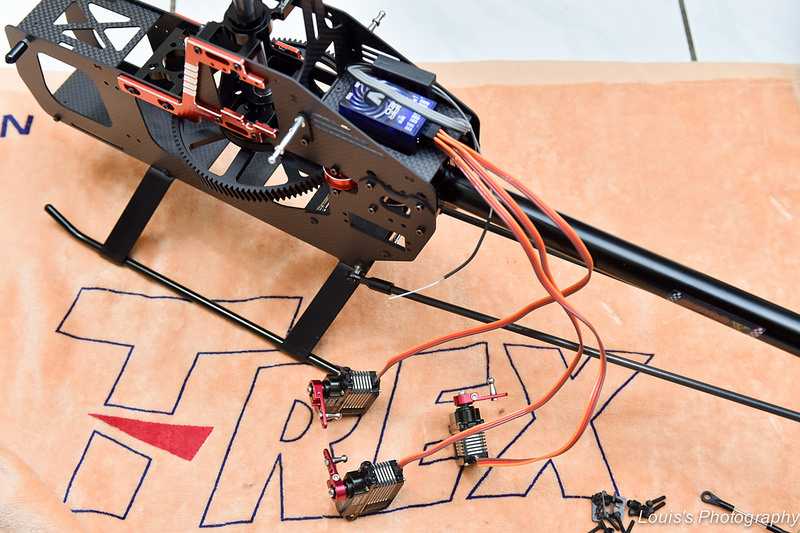
三颗CCPM舵机先按照等下要上机的相对位置摆好,以方便进行基本调机。
接下来是要准备上CCPM舵机,配合使用的陀螺仪进行中立点调整。因为此次搭配的陀螺仪是 VBar NEO,所以在这只先分享VBar NEO (以下简称NEO) 搭配 VBar Control (以下简称VBC) 的基本设定,详细设定等XL520文章完成后再另撰文分享。
NEO搭配VBC之基本调机设定
主要开关设定
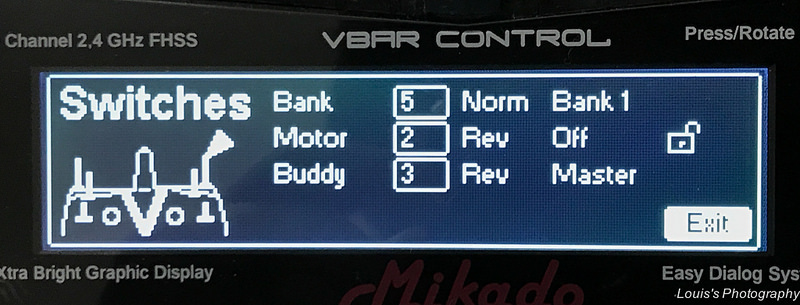
VBC 在使用前重点要先定义主要功能相对的开开位置,建议按照你原来习惯来设定才能快速上手。首先是定义飞行模式切换以及马达转动模式控制。
这个设定页面在VBC的 Transmitter Setup \ Assign & Calibrate \ Mandatory Switches 裡,如下方所示,
Bank : 用来切换Bank 1 、2和3
在VBC裡,Bank的切换完全整合进飞行模式控制裡,用Bank就可同时切换油门、EXPO、以及各项感度及风格等等。所以,这功能就指定到以前你习惯用来切换飞行模式(Normal, IDLE1, IDLE2)的位置。
Motor: 马达转动模式控制
在这裡主要控制马达的三种模式。
1. Off : 马达停机,再转动 (Motor Run)时电变会先进入缓起动。
2. IDLE:马达停机,在这裡是指马达进入假停区,而不是指切"IDLE"喔^^
3. Run :马达解锁进入运转模式。
Buddy :带飞模式
这用来切换带飞时的主从切换,在这次调机用不到,可先调到平时较少用到的开关位置。在这裡请把状态切换至Master模式。不过,这还要安装 Buddy Box APP,不然基本上是没有功能的。
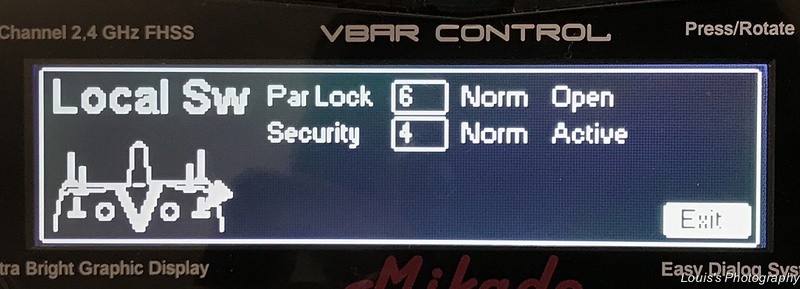
本机开关安全设定
Par Lock: 参数更动锁定
Par Lock则是锁定VBC上方二旋转式调整钮不能改变设值定,以防在飞行中误触。
Security: 安全开关
此为VBC第二道安全开开,用来做为双重保险,以防马达无预警启用。建议启用,提高安全度。
接收绑定功能
也就是接收要跟VBC对频。在这裡建议要养成习惯,在开控后,准备接收送电前,或者像现在要对频时,VBC应先
1. Motor :off
2.Security:on
确认双重安全保险都启动后,这时NEO才送电。而这裡要准备对频前,则是接著开启VBC电源,先确认双重安全保险启动后,再进到接收绑定的选单,也就是在 Transmitter Setup \ BIND 功能下,进入后再选择绑定功能就会自动找到刚送电的NEO而自动对频。

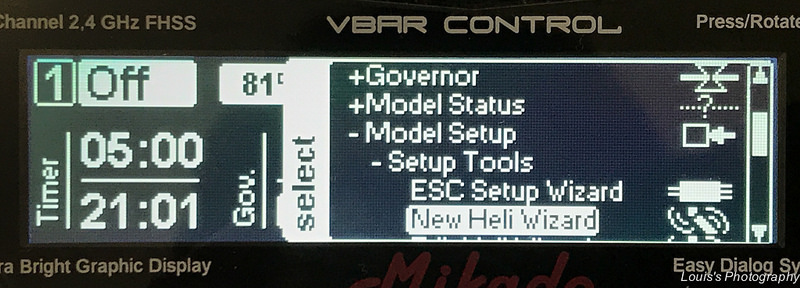
新机调机精灵
启用新机调机精灵
一开启第一次调机可以使用新机调机精灵来完成较方便。在刚完成接收绑定后,你会发现VBC上多出了很多选项。而新机调机精灵功能是在 Model Setup \ Setup Tools \ New Heli Wizard ,启动这功能准备开始调机。
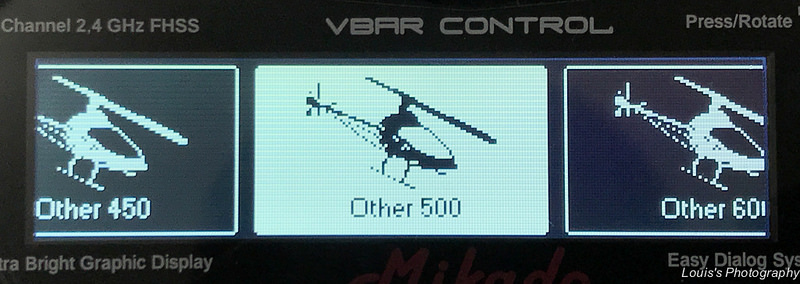
对应机型选择
在这裡选择相对应的机型,Other是指非Mikado直升机,在这裡XL520 先选择 Other 500
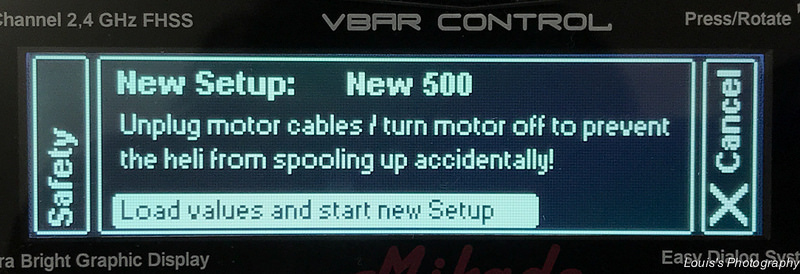
新设定启动前安全警示
在这裡提示,在开始设定前建议先拔除马达线路,以防无预警下马达突然启动。不过,现在在这时候XL520马达尚未安装,所以应很安全。
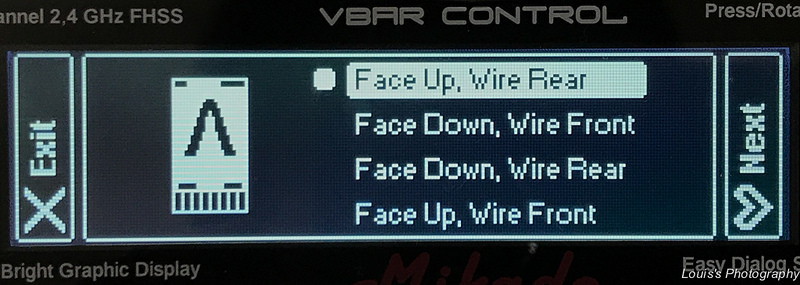
感应器安装方向选择
在这裡选择NEO的安装方向,因为VBC是专属遥控器,所以一开始就不用像 般遥控器要选择接收种类,遥控器各通道对应校正的部分。而所谓的 "Face" 是指印有V字型的正面;"Wire" 是指接讯号线的那一端。所以按照之前NEO的安装方式是有V字型的正面朝上,选 Face "UP",而接线端朝机尾则是 Wire "Rear"。而左方的NEO图形则会按照你的设定变化显示,而朝VBC上方天线为机首方向,下方为机尾方向。跟感应器在主轴前方或后方无关.
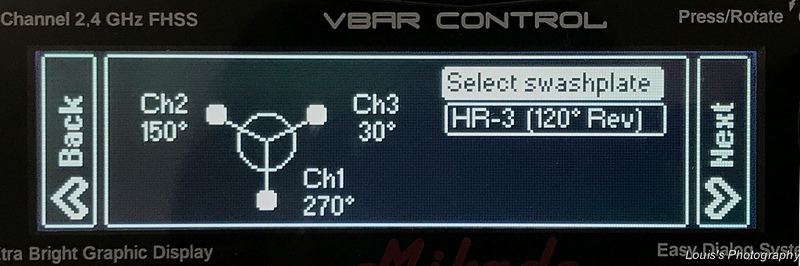
十字盘种类选择
在这裡选择对应的十字盘种类,XL520使用的十字盘是CCPM 120度的 HR-3 。而CCPM舵机在安装时则对应跟VBC上显示一样的相对位置,1 号舵机在后方,2号舵机在左前方,3号舵机在右前方。
主旋翼转动方向设定
在这裡选择主旋翼的旋转方向。而旋转方向是由机身上方往下看的旋转方向为基准,CW是指顺时针,而CCW则是逆时针。不同的选择,左方的直升机主旋翼也会以相对的方向来旋转。

集体螺距方向设定
在这裡设定主旋翼螺距控制臂的位置是在主旋翼的前缘 (Leading Edge) 或后缘 (Trailing Edge)。白话一点就是指,十字盘上昇时为正集体螺距选择 Leading Edge;如十字盘上昇时为负集体螺距则选择 Trailing Edge。

舵机方向校正
进到这步骤时, 请把1 号、2号及3号CCPM舵机讯号线一一接上NEO. 记得,尾舵伺服讯号线这时还不要接上,因为这时尚未设定尾舵机的工作频率。不用担心,在BEC送电下把伺服器接上不会有事的^^。
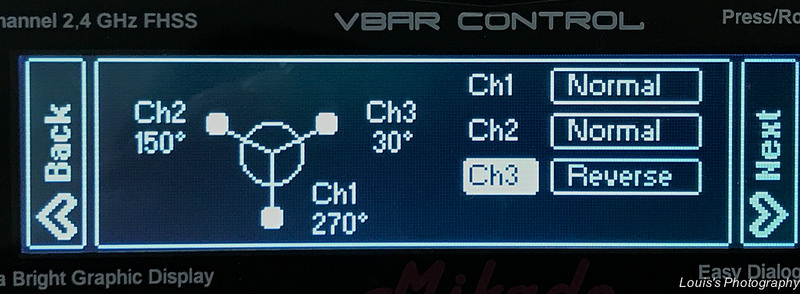
接著VBC的油门轻推往上,也就是往正集体螺距的方向推动.再观察三个CCPM伺服器舵片的动作是否为之前设定集体正螺距时的十字盘方向,如那一颗舵机方向错误,这时在VBC相对应的舵机方向则设为反向。

校正"三平"
三平,也就是调整舵机舵臂水平、十字盘水平及集体螺距0度.
利用画面上十字盘微调功能来调整,这是一个综合调整的过程,须调整CCPM拉杆,PITCH拉杆来完成。在这裡先调整CCPM三颗舵机舵臂中立点。
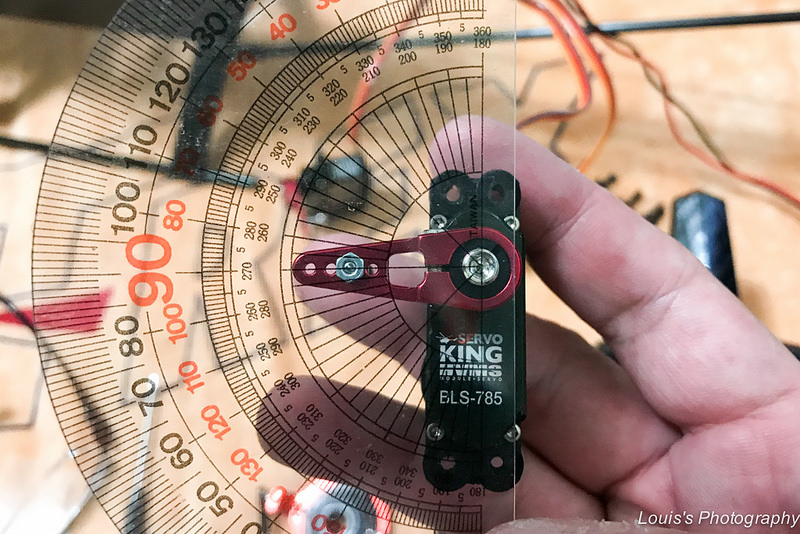
由于使用无段调整舵臂,在调整时就方便许多。因为CCPM舵机在XL520上採垂直式安装,所以只要配合量角器,在确认舵臂跟舵机保持90度垂直,也就是跟机身水平平行的角度之后,上胶并锁紧无段调整舵臂的固定螺丝即可,完全不用动到VBC的调整。
接下来的集体螺距和循环螺距8度基准调整可以先跳过,稍后再来调整。
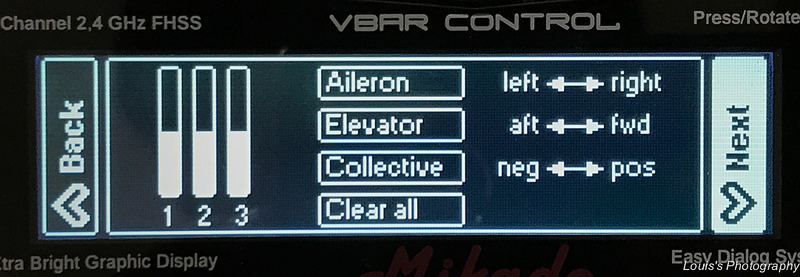
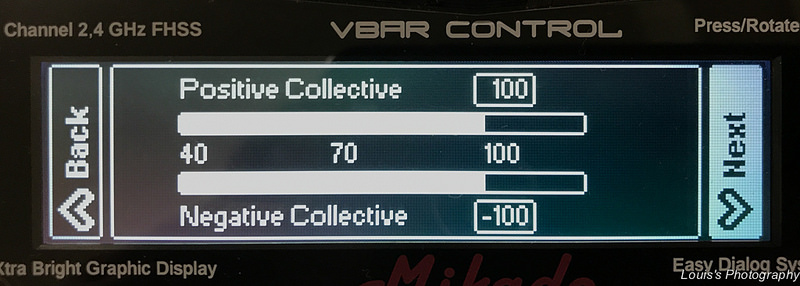
集体螺距调整
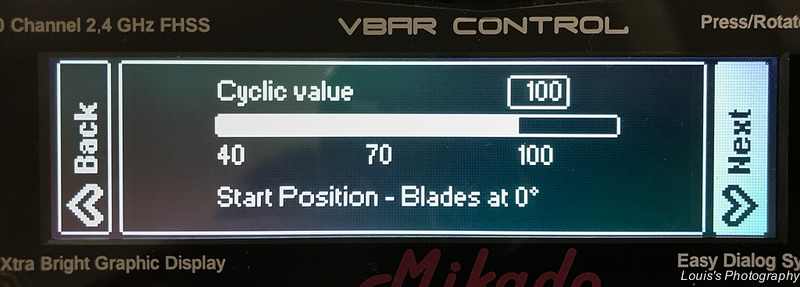
循环螺距8度基准调整
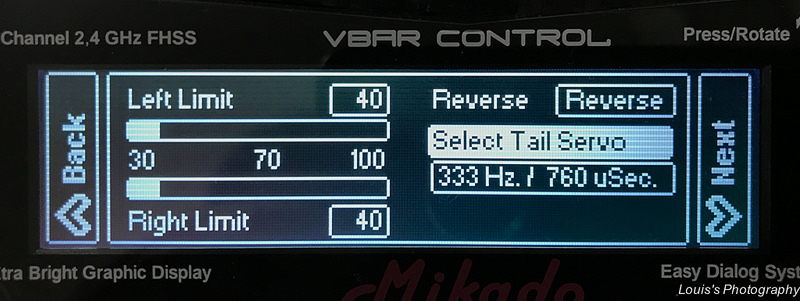
选择尾舵机工作频率及尾舵行程边界.
在这裡先选择尾舵机工作频率,这样之后接上尾舵机时才不会因频率错误而可能导致舵机烧毁。这次搭配的是ServoKing BLS785i 尾舵,它是窄频舵机,所以在这裡选择 333Hz/760us。在这裡同时先确认左右行程在50以下,以免接上尾舵时可能因预设行程过大,在尚未调整前不小心打到尾舵时,可能导致尾舵干涉而受损的风险。
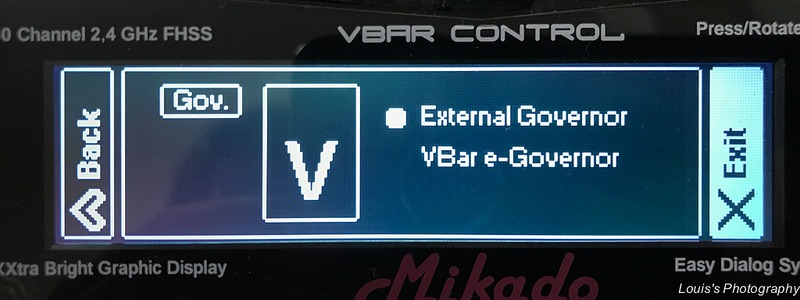
定速方式选择
在这裡选择定速方式是採用VBar定速(Vbar e-Governor)或者是外部定速 (External Governor)。这次打算使用搭配的亚拓 RCE-BL100A的电变/电调定速,所以选择 External Governor。
到这裡就完成初步基本调机,可以把CCPM舵机安装上XL520后,再回来一一调整十字盘水平,安装主旋翼头等步骤。

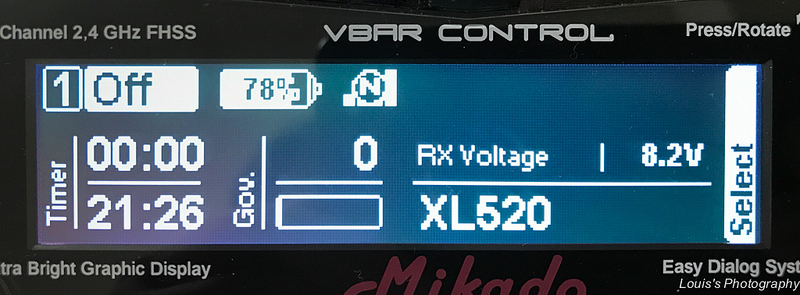
当然不免俗的,要为XL520取一名字^^
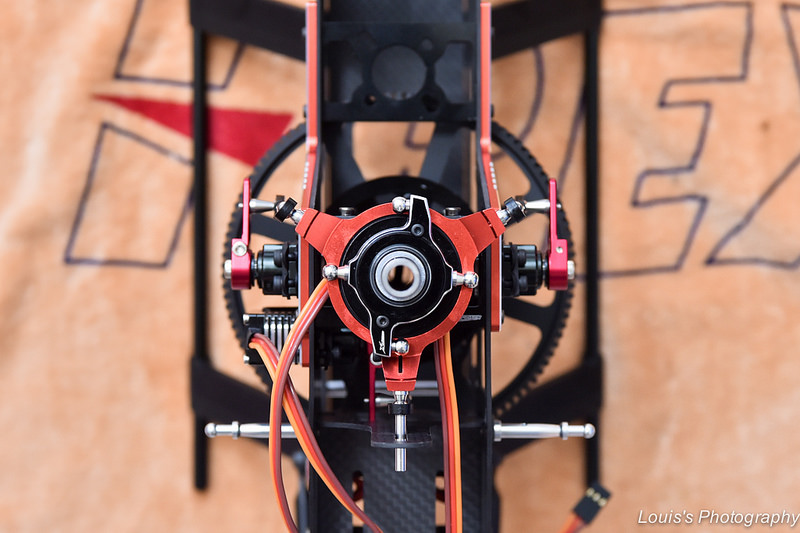
十字盘水平校正
按照之前假组的方式,把三颗CCPM舵机上胶锁上机身,再上十字盘。这时VBC/NEO启动,进到校正三平的页面,这时再把十字盘配平器摆上。
哇!太准了,什麽都不用调,十字盘就完全水平了。